

 QQ
QQ 微信
微信

西门子PLC模块 LOGO!作为一款
灵活且实用的控制神器
在各行各业为用户排忧解难。
灵活且实用的控制神器
在各行各业为用户排忧解难。
为给西家用户提供更多工作和生活灵感,我们推出特别案例合集。
一起见证,大事小情,LOGO!很行!
为大家介绍西门子PLC模块 LOGO!在容器灌装设备中的应用。
项目背景
容器灌装,是指将液体产品装入瓶、罐、桶等包装容器内的操作。
容器灌装的应用有很多。
包括食品行业中灌装液体饮料如酒、可乐,液体调味品酱油、醋;制药行业中灌装口服液、枇杷膏;化工行业中灌装农药;日化行业中灌装化妆品、牙膏、鞋油等产品。这些场景都会切实应用到罐装设备。一些特殊的膏体或液体产品都可以使用自动灌装机进行灌装,这样就可以保证产品的质量并且减少污染。
由此看来,自动灌装设备对于企业提高生产效率,降低人力成本来说就至关重要了。
目前市场上自动灌装机根据工艺行业的需求不同分类,灌装机械因包装容器、包装物料及灌装工艺不同而形式多样,其分类方法也很多。
比较常见的分类:
根据计量方法分类:料位灌装机、定量灌装机、称重灌装机;
根据灌装方法分类:常压灌装机、负压灌装机、等压灌装机、压力灌装机;
根据包装容器传送形式分类:直线型灌装机、回转型灌装机。
功能描述
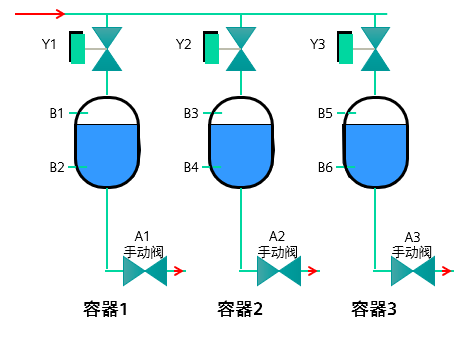
有三个容器
每个容器中配备有两个信号传感器。
一个是排空信号传感器,它用来监控容器的低液位检测。一个是充满信号传感器,它用来监控容器的高液位检测。
这两种传感器都是DI信号,我们通过这两个传感器反馈控制输入管道进液电磁阀的控制,每个容器的输出管道各配置一个手动阀来排出容器液体原料。
整个工艺配置中,容器1配置进液电磁阀Y1,充满信号电磁阀B1,排空信号电磁阀B2,输出端配置有一个手动阀。
同样,容器2配置有电磁阀Y2、充满信号传感器B3、排空信号传感器B4,手动阀A2;容器2配置电磁阀Y3、充满信号传感器B5、排空信号传感器B6、手动阀A3。
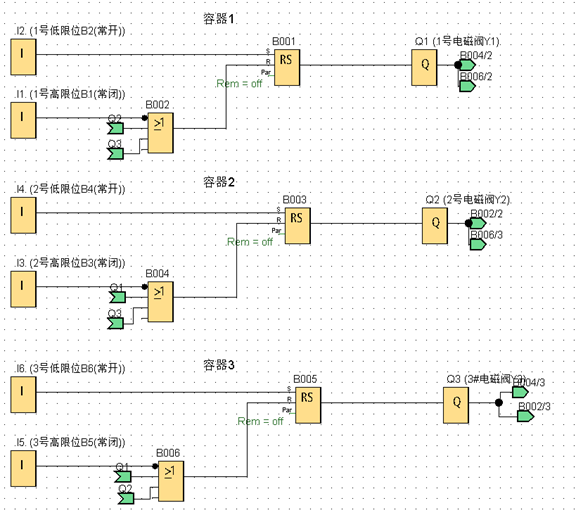
控制要求
容器1当B2排空信号传感器输出信号液位为低液位时,同时容器2和容器3的电磁阀Y2和Y3处于关闭状态时,Y1电磁阀打开。
当B1充满液位传感器输出信号为高液位时,这个信号传感器我们使用的是常闭信号,这时Y1电磁阀关闭,灌装关闭。
容器2和容器3的控制逻辑是相同的。
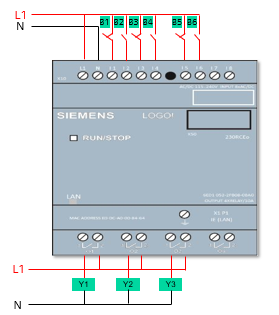
硬件设计
如下图

IO分配表
软件设计(部分程序)
如下图
本文摘自:西门子微信公众号
