

 QQ
QQ 微信
微信

西门子LOGO!作为一款
灵活且实用的控制神器
在各行各业为用户排忧解难。
为给西家用户提供更多工作和生活灵感,我们推出特别案例合集。
一起见证,大事小情,LOGO!很行!
本期为大家介绍的是LOGO!在汽车涂装输送系统自动润滑中的应用。
注:本文来自LOGO!案例征集用户投稿,经编辑整理后发布
LOGO!控制器是一种可编程的PLC控制系统,在涂装输送系统自动润滑中它可适用于控制一套有多台泵的润滑系统对一条自动链条提供润滑。
电控系统对液位、电磁泵及分配器的监视是安全可靠的。不需将润滑(控制)系统和链条的控制系统联锁,因为链条润滑系统是自动工作的。
关键词:LOGO!;输送链;自动润滑
项目简介
众所周知,涂装车间生产线的柔性化取决于输送线,输送线是其血脉,贯通于整个涂装生产线。目前某汽车公司涂装三车间生产线是国内产能大、自动化程度较高的涂装生产线,纵观整个涂装三车间输送设备,简单实用、类型多、自动化程度高、节拍快,是吸取各家之所长而打造的目前国内大生产能力的输送线,设计产能为40万辆/年。
灵活且实用的控制神器
在各行各业为用户排忧解难。
为给西家用户提供更多工作和生活灵感,我们推出特别案例合集。
一起见证,大事小情,LOGO!很行!
本期为大家介绍的是LOGO!在汽车涂装输送系统自动润滑中的应用。
注:本文来自LOGO!案例征集用户投稿,经编辑整理后发布
LOGO!控制器是一种可编程的PLC控制系统,在涂装输送系统自动润滑中它可适用于控制一套有多台泵的润滑系统对一条自动链条提供润滑。
电控系统对液位、电磁泵及分配器的监视是安全可靠的。不需将润滑(控制)系统和链条的控制系统联锁,因为链条润滑系统是自动工作的。
关键词:LOGO!;输送链;自动润滑
项目简介
众所周知,涂装车间生产线的柔性化取决于输送线,输送线是其血脉,贯通于整个涂装生产线。目前某汽车公司涂装三车间生产线是国内产能大、自动化程度较高的涂装生产线,纵观整个涂装三车间输送设备,简单实用、类型多、自动化程度高、节拍快,是吸取各家之所长而打造的目前国内大生产能力的输送线,设计产能为40万辆/年。

目前的涂装三车间就是一个能够实现高度机械化生产的新型车间,车身在涂装三车间内的输送是一个相当复杂的过程,它要运载多达八种以上不同的车型,因为它要满足不同的工艺需要,其运输都是自动实现的,只有在有其它特殊要求的情况下,才需要人为的干预。机械化输送设备的输送方式有多种,如滚床、升降机、横移机、转台、输送链等。
而针对输送链设备的润滑系统,均采用的是REBS自动链条润滑系统,其控制系统采用的是LOGO! 24V DC型。该系统在我们现场应用于所有的链条设备,如各种在干、湿或高温工况下工作的板式运输链、滚子链等等。
系统专门对链销进行润滑并可根据链条速度进行调整,不论链条是恒速运行还是变速运行。该系统可以在自动生产线上的所有类型的运输链上使用,并能大幅降低链条的磨损和运行时产生的噪音。同时此系统操作简便,基本实现了免维修并大可能地延长链条的寿命。
工艺流程介绍
涂装三车间工艺流程如图1所示,机械化输送设备简介如下:前处理、电泳、喷蜡线采用空中CPC推杆链;前处理线入口至与焊装转接段、前处理与电泳之间过渡、空C型钩吊具储存线、喷蜡返回线等采用空中摩擦链;UBS采用空中反滑橇输送机;各工艺区、喷房、电泳烘干室、PVC烘干室采用双排套筒滚子链;中涂烘干室、面漆烘干室采用IMC输送机;储存线、运输线采用滚床;转接工位采用各种升降机、横移机、转盘等,车身在四涂车间内运行、转接、识别完全自动化。
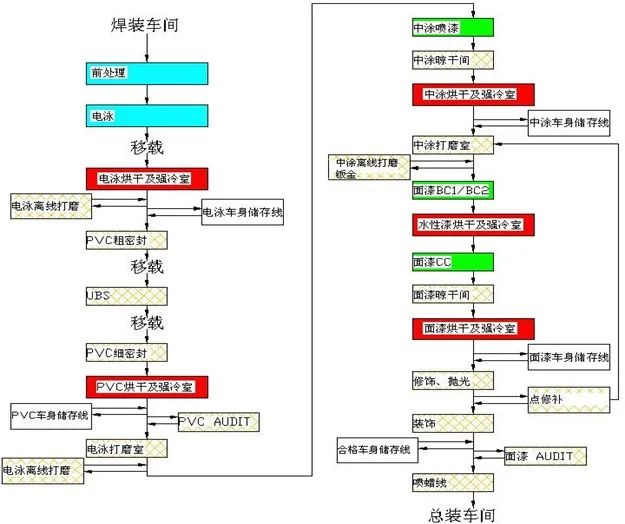
图1 涂装三车间工艺流程图
在流水线生产的工业涂装领域中,机械化输送设备是涂装生产的命脉,尤其在现代化的汽车车身涂装车间内,它是重要的关键设备,贯穿于涂装生产的全过程,在机械化运输系统中不仅能完成输送被涂物(如轿车白车身)、转挂、储存任务,同时还能实现涂装工艺要求,如前处理、电泳、烘干、涂胶、自动喷涂、中涂和面漆、返修补漆、喷蜡等各工序的工艺要求(例如按程序动作、升降、变节距、变速、摆动和倾斜工件等),还可装设可移动数据存储器来识别被涂物类型,色种识别废品,自动记数,根据给定的指令来进行生产等实现涂装线自动化的功能。
方案确定
由于前处理、电泳、喷蜡线采用空中CPC推杆链;前处理线入口至与焊装转接段、前处理与电泳之间过渡、空C型钩吊具储存线、喷蜡返回线等采用空中摩擦链;各工艺区、喷房、电泳烘干室、PVC烘干室采用双排套筒滚子链;中涂烘干室、面漆烘干室采用IMC输送机。整个涂装三车间大量运用到输送链设备,输送链在运行时,不可避免会产生磨损和噪音。
磨损会使得输送链的寿命变短,噪音会污染环境,危害人工健康,这都是我们所不希望的。那么,有没有可能使链条在安静无磨损的状态下运行呢?答案就是适当的润滑。
简而言之,润滑就是减小链条的磨损,延长链条的寿命。而要实现这一目标,就必须选择合适的润滑方式和适当的润滑剂。针对我们现场输送系统所使用的润滑系统,均采用的是LOGO!控制方式,共33套,如图2所示。结合在现场实际运用以及针对LOGO!所具有多种特别实用的功能,终确定方案。

图2 LOGO!控制器
优点:
集成的LOGO!功能可代替一定数量的辅助开关设备。
节省接线和安装工作--因为接线可在LOGO!内部完成。
减少控制柜或者配线箱中组件的空间要求。较小的控制柜或者配线箱的空间会更加合理有效。
以后如增加或改变功能,不需要安装附加的开关设备或接线。
根据链条的形式或大小,可选用喷油和刷涂两种不同的供油方式。选用喷油润滑时,电磁泵泵出的润滑剂通过喷嘴直接喷射到链销上的链板间隙处,对链销起润滑作用,如高温烘房工艺链、常温工艺链等;选用刷涂润滑时,电磁泵泵出的润滑剂直接或经过递进式分配器分配后通过油刷被刷涂到链条上,润滑剂渗透到链销部位起润滑作用,如高温升降机驱动链、高温滚床驱动链等。
REBS的自动链条润滑系统是一种消耗型的集中稀油润滑系统,采用的是LOGO!控制器,在润滑方式上,通常采用稀油喷射方式或刷涂方式,针对一些特殊结构的链条时也可以采用油气润滑方式。
不管采用什么方式,REBS自动链条润滑系统都是向各个润滑点如链销或链辊提供微量由电磁泵喷射的精细润滑油,由于润滑剂的给定量很小且专门喷射或刷涂到链销(辊)上,因此润滑剂极少会洒落到地上,不会污染周边环境,是一种经济、微量的润滑模式。润滑剂的给定也通常是间歇性的,链条每运行数圈之后才需要给一定量的润滑剂。
针对千奇百怪的链条,不同应用系统以适应不同的链条结构,因此可以在自动生产线上的所有类型的传送链上使用,如生产输送链、升降机、滚床运输链等等都能使用。
使用润滑剂的链条可降低磨损和运行时产生的噪音,延长链条的使用寿命。所有的链条润滑系统都可以实现自动工作,不论链条是恒速还是变速运行,因为系统设置有感应链条运行的接近开关或光电开关,可以根据感应数据设置相应的控制模式,控制系统通常都会采用LOGO!精心构建,是完整的机电一体集成设备,采用液晶显示操作面板以方便设定各种参数、显示系统的工作状态等。
产品硬件配置
自动链条润滑系统LOGO!产品的硬件配置如图3所示,主要由油箱、截止阀、过滤器、递进式分配器、电磁泵、集油盘、液位开关、电控装置等构成。
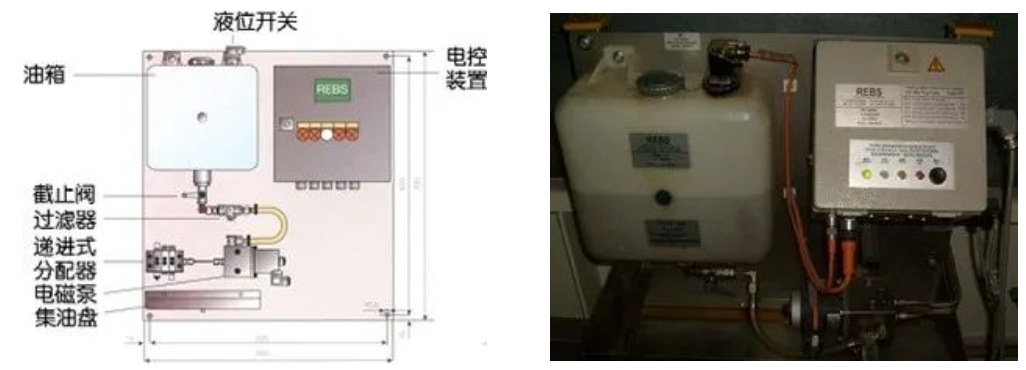
图3 产品配置
其工作原理如图4所示。设在链轮上的接近开关对链销节距进行感应并将信号发送给电控装置,电控装置将节距信号转变为润滑脉冲并送抵电磁泵,电磁泵每接获一个润滑脉冲就启动工作一个行程,通过活塞运动将油供送出至管路中并到达喷嘴或油刷,在喷嘴(或油刷)处润滑剂以微小的剂量被喷射到链销上。

图4 LOGO!控制工作原理
其技术特点和应用范围如表1所示。泵工作的行程数及泵活塞直径的大小决定了每次润滑行程供送出的油量。喷嘴的固定位置根据链销节距来确定,接近开关的固定位置是可调的,因此喷射点可以设定。
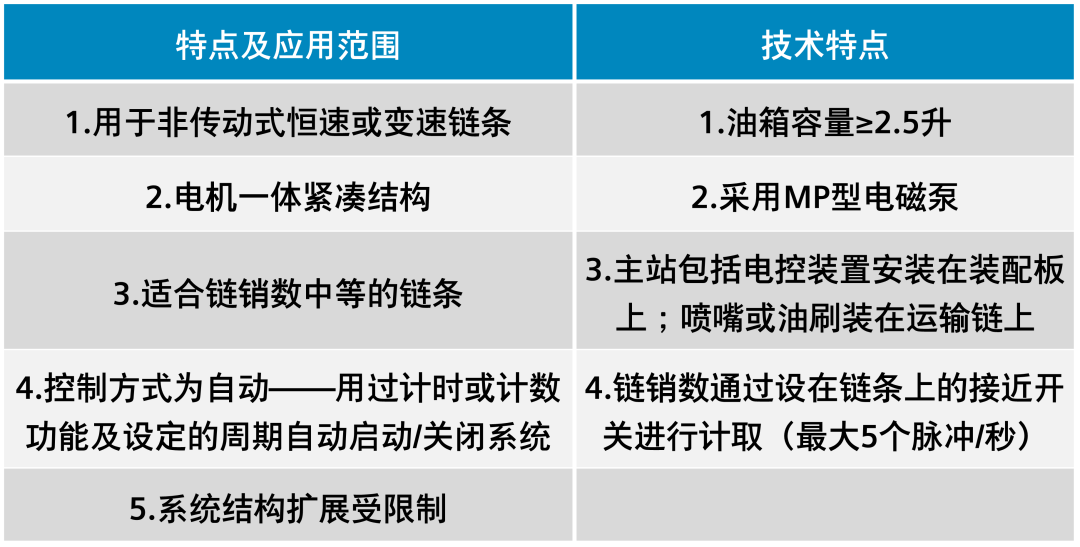
表1 技术特点及应用范围
油箱为10L塑料油箱。电磁泵的喷射时间及喷射频率均可以控制,因而润滑剂只会喷射到链销上。泵有多种喷射量及多种出油方式(出油口数目可为1、2、3、4个)可供选择;电控装置采用LOGO!构建,系统通常是自动工作的,链条停止运行时系统也会自动停止工作,反之则会被唤醒而开始工作;也可以依据工况进行手动、半自动或全自动控制。
对链销数的感应既可采用光电式接近开关,也可采用电感式或电容式接近开关来检测,检测时信号可设置为接近或离开链销(或其附属物)时发信号,如图5所示。

图5 链销接近开关
对于处在高温区域运行的链条,可在链条的传动轴上安装如图6所示的计数盘,每两个感应点之间的距离等比于链销的节距,从而避开高温对电气开关的影响;在某些特殊的场合也可以安装耐高温的接近开关对链销节距进行感应。根据链销节距的不同,每秒大可能发出5个润滑脉冲,即泵可以每秒喷射5次。每次喷射只喷出一滴油,由于电磁泵是定量泵,喷射量的大小可根据链销的大小来选定。

图6 计数盘
功能描述
LOGO!控制器的功能
系统的操作是按设定好的参数来进行工作的,系统根据接近开关发出的脉冲信号来工作,这样的工作方式也决定了供油量。设定可以通过液晶面板来进行。
接近开关则安装在电机传动轴附近,它能感应传动轴的圈数并发出信号。接近开关发出的每一个信号都被转化成计数信号及润滑脉冲信号,它和液晶面板上的设定值是对应的。
当计数器达到工作周期设定值时,如设定值为300个脉冲,也就是当PLC接收到第300个接近开关信号时,电磁泵开始工作一个行程,计数器自动复位又重新开始计数,当第300个接近开关信号到来时,电磁泵再开始工作一个行程,如此往返循环。只要没有达到计数器的设定值,系统就不会工作。以上设置保证了将微量润滑剂分配给链销。
功能操作
电送上后系统就可以投入工作,油箱加满了油,接近开关的定位已经就绪,中间管道已充满了油、排完气并经检查没有泄漏,喷嘴相对于链销也已正确安装,系统可以开始工作。
油箱液位低于低
油箱中润滑剂的液位由液位开关进行监视,当液位低于低时,故障信号就会发出,此时绿色(准备就绪)信号灯不亮表明液位故障发生,润滑供送进而停止以避免油箱排空,对液位进行监控的目的是避免空气混入系统。
软件开发
本系统是完整的机电一体系统,设有完整的PLC电控系统,I/O分配具体见表格2。
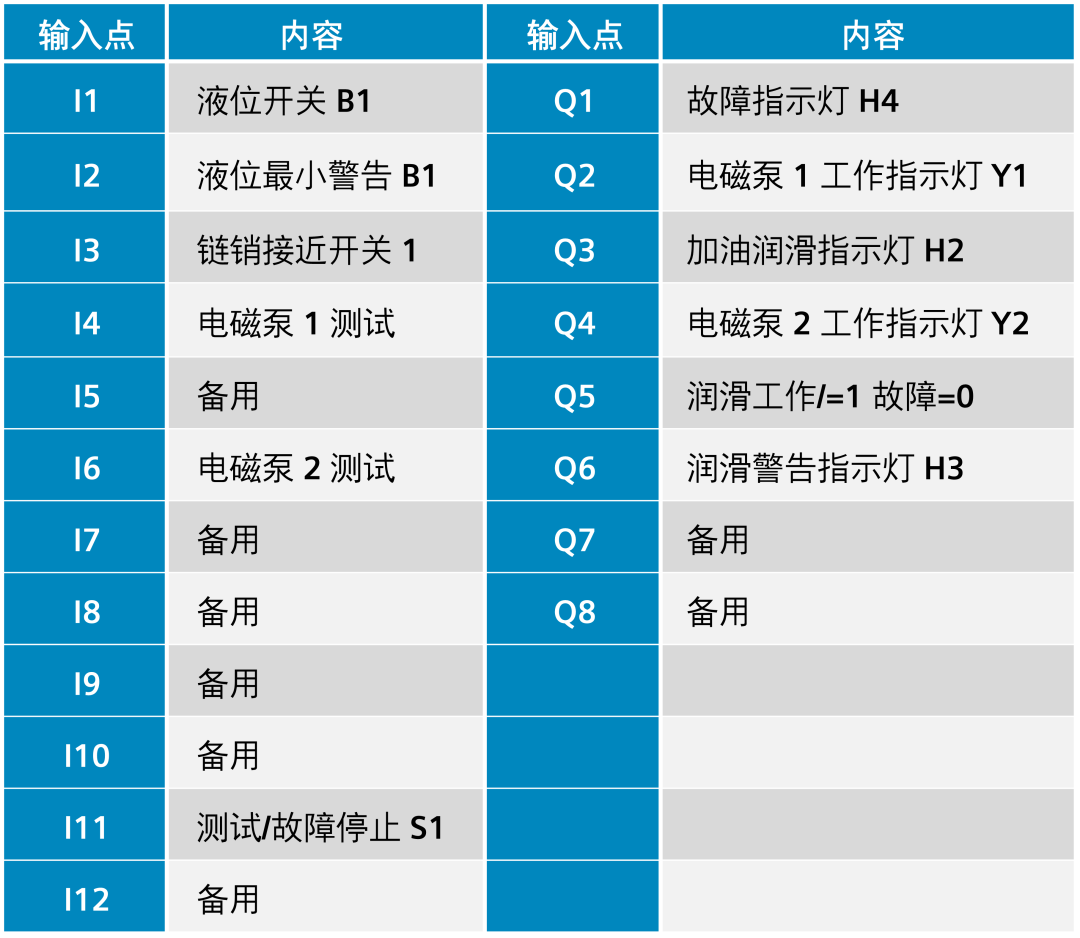
表2 I/O分配
电气控制箱安装在主站上。PLC控制箱内置有整个润滑系统的控制程序,它发出各种指令控制主站内的各个电气元件,处理各个电气元件的执行信号,判断系统的运行是否正常,显示系统的运行状态,参与用户机组的联锁控制,允许用户设定系统的各项参数等等。在液晶面板上还可以对系统的各种参数进行设定。主站内的电气元件和控制箱之间已完整接线。
参数设定
利用可任意编程的程序控制器LOGO!,用户可以直接修改润滑系统的设定值。系统电源一接通,LOGO!就开始运行工作模式,润滑系统的工作状况由LOGO!的液晶显示屏进行显示。
针对链条润滑系统的不同类型,电控部分的配置可以有多种选择。本链条润滑系统采用了LOGO!系列PLC构建电控系统并配置了带有液晶显示器的操作面板。
电控系统主要由如下部分组成:
主控箱,安装在主站上。主控箱采用了LOGO!系列PLC构建。
主站内的各种电气元件,如液位开关、接近开关等等和主控箱之间内部线路已完整接线。
PLC控制程序,用于控制整套润滑系统。
改变参数
合上电源开关;
按ESC键从运行模式切换到参数赋值模式;
通过按ESC+OK键打开参数赋值模式,LOGO!切换到参数赋值模式并打开参数赋值菜单;
可以通过按▲或▼、“<”或“>”、ESC或OK键来进行参数修改。
LOGO!解决方案
系统通过I11按钮来启动测试或是停止。二条输送链(Q2,Q4)分别通过二个电磁泵来驱动,并且有链销接近开关(I3)为检测输送链润滑部位,同时Q5根据检测链销脉冲闪烁。
正常润滑时I1液位开关有信号,通过Q3的灯来显示,否则Q1故障指示灯亮。当I2液位小警告时,Q6润滑警告指示灯亮。
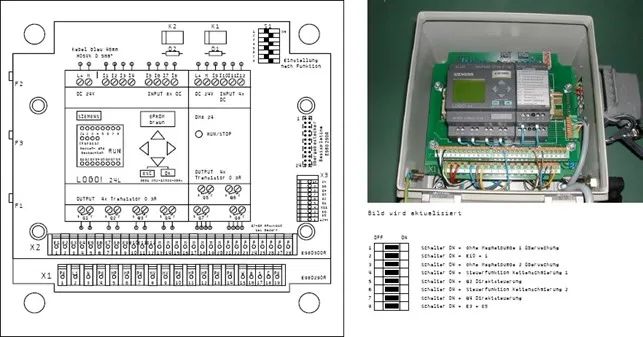
图7 LOGO!电控图
输送链润滑系统性能参数
C1(润滑组数)
链条运转C1圈,每个链销都可以被润滑一次C1可以是1或者不能整除C4的整数值。例如:C4=480,由于2,3,4,5,6,等都可整除C4,故C1可以为1或者7,9等不能整除240的值。此值的设定是为了满足在润滑较高速状态下运行的链条时,适当降低电磁泵的工作频率,提高泵的使用寿命,C1可以取1,不可以取0。
C2(被润滑链节数)
C2的值在一般情况下为C4。即链条每个链条都润滑1次进入暂停周期。C2可以为n*C4,即链条每个链条都润滑n次进入暂停周期。
C3(圈数)
C3是指自动润滑系统在两次运行之间,链条运行的圈数。经验公式:
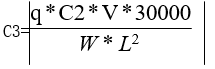
q电磁泵排量单位ml/行程

表格3
注:链条刚开始运行时暂停圈数不可太大(取1),正常运行一段时间后可以适当延长。
C4(一圈链节数)
C4在链节数发生变化时需要更改。他的更改会影响到C1,C2,C3的取值。
应用体会
LOGO!控制器是一种可编程的PLC控制系统,能满足用户的各种要求,它可适用于控制一套有多台泵的润滑系统对一条自动链条提供润滑。
它可对工作周期进行控制从而决定润滑剂的供送剂量,另外还可根据要求设置相应的监视装置。电控系统对液位、电磁泵及分配器的监视是安全可靠的。不需将润滑(控制)系统和链条的控制系统联锁,因为链条润滑系统是自动工作的。不过润滑系统的所有操作及控制信号都可作为总信号引入链条的控制系统中参与控制并进行显示。
该系统在我们涂装三车间自动生产线上的所有类型的运输链上使用,并能大幅降低链条的磨损和运行时产生的噪音。LOGO!系统操作简便,基本实现了免维修并大可能地延长链条的寿命。同时使用了集油盘回收泄漏或溢出的润滑剂,节能降耗。
意见与建议
在使用LOGO!控制器的过程中,运行稳定,系统操作简便,对于小规模的控制系统能够很好的效果,减少控制柜内接线和安装空间,同时有显示屏进行显示,与SIEMENS及其他品牌相关产品相比,多了一个显示屏显示和直接设置参数功能,是一款非常优 秀的产品。
本文摘自:西门子
西门子PLC 销售曾经理18597848426
