

 QQ
QQ 微信
微信

套标机介绍
全自动套标机是一种将筒状收缩标签(PET PVC OPS材质)自动切断,通过控制系统将标签准确套入容器的包装机械,后道配合热收缩工序(蒸汽收缩炉/电热收缩炉),将标签收缩固定在产品套标的位置。全自动套标机的应用降低了工厂套标收缩环节的工作强度,提高了生产效率及降低了人工成本。

图1 套标机
套标机广泛应用于饮料、啤酒、化工、医药、胶带等行业,尤其在饮料生产线连线生产中的运用zui为广泛,是饮料生产厂家生产中必不可少的包装设备。结合市场客户需求开发出了各种类型的套标机设备。这些套标机运用较广,解决了长期以来非标产品无法自动套标的困境,大大提高了生产效率。
套标机的工艺过程
套标机的水平方向有一个传送带,由变频器控制,负责输送瓶子。在传送带上方,安装了一个光电信号,用于检测瓶子,当检测到瓶子后,立即启动切标电机,切标电机迅速将标签切断,切断之后的标签会正好落到下面的瓶子上。
切完标签以后,切标电机立即停止,切标电机停止以后,立即启动送标电机。送标电机有两种运行方式,一种方式是按照定长的方式运行,每次运行一个标签的长度。另一种是按照色标运行,送标电机启动以后,等待色标信号,当检测到色标信号后,立即停止,这种方式也能保证每次送一个标长,这种方式精度更好,并且不会产生累积误差。送标电机每次输送的标长的精度是整个设备的关键点,标长的精度越高越好。
整个设备的控制核心是控制切标伺服电机和送标伺服电机。另外,还需要控制几个变频器。输送带需要变频器控制,设备入口的分瓶螺旋需要变频器控制,还有放卷电机也是变频器控制。
套标机的技术指标
本套标机要求标长的精度为正负0.5mm,额定生产速度为25000瓶/小时。
套标机的需求分析
本套标机的额定生产速度为25000瓶/小时,相当于6.9瓶/秒。每瓶的生产时间为144ms。标签的长度为200mm左右。如果检测色标信号的误差为1ms,就会产生大约1.38mm的误差。
所以必须采用中断的方式控制脉冲输出,在中断服务函数中启动和停止脉冲输出。不能在OB1直接调用运动控制指令,OB1的扫描周期会影响控制精度。
S7-200 SMART CPU有两种方式可以实现发脉冲控制伺服电机功能,第 一种方法是配置运动控制向导后,使用GOTO指令,第二种方法是使用PLS指令。在本应用中推荐使用PLS指令,因为PLS指令与输入中断结合起来会更加灵活。
硬件及软件需求
1. 硬件要求
ST20/ST30/ST40/ST60固件版本V2.7
2. 软件要求
STEP 7-Micro/WIN SMART V2.7
切标电机控制
切刀结构
一共有四把切刀,由一个切刀伺服电机控制,电机旋转一圈,切刀也旋转一圈。切刀切完标签以后,必须停在这个圆圈的外面,这样才能保证上面的标签正常通过,否则会阻挡标签的运行。

图2 切刀结构
在刀盘旁边,安装了一个光电,通过这个光电控制切刀电机的停止。理论上来说,切刀每次需要旋转一圈,如果按照每次固定旋转一圈的方式运行,可能会产生累计误差。通过检测光电的方式,就不会产生累计误差。
运行方式
工艺上要求切标电机的运行速度越快越好,速度越快,切标的速度就越快。切标电机的启动条件是进瓶光电,当检测瓶子的光电检测到信号时,立即启动切标电机。切标电机的停止条件也是一个光电信号,在切刀的旁边安装了一个光电,当切刀运行到起始位置时,光电会检测到信号,此时切标电机立即停止。
切刀电机要求速度越快越好,加减速时间越短越好。所以使用PLS单段管道化方式运行,不设置加减速,脉冲频率设置为zui大值65535,这样可以达到zui快运行速度。
为了实现更快的响应速度,需要将输入信号的输入滤波时间设置的小一些,本项目中将进瓶光电和切刀光电的输入滤波时间设置为1.6us。
切刀启动的实现方式
客户在以前的时候,在检测到进瓶光电信号以后,加了一个延时,延时一段时间以后,再启动切标电机,延时的目的是为了补偿高速和低速之间的误差。我们在做的时候,取消了这个延时,将进瓶光电的上升沿关联到INT0,在中断服务程序中启动控制切刀电机的PLS指令,这样可以保证zui快的响应速度,只要这个响应时间足够短,高速和低速之间误差就会越小。
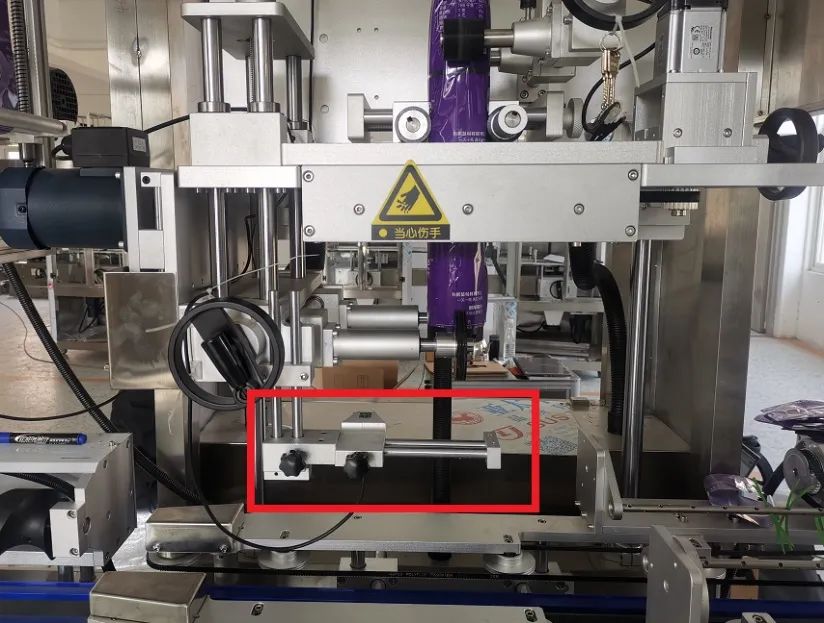
图3 进瓶光电位置调整机构
因为进瓶光电的位置是可调整的,通过调整进瓶光电的位置,就可以调整切标的时机,保证标签切断之后正好落到下面的瓶子上。下图中红线圈出来的部分就是进瓶光电的位置调整机构。
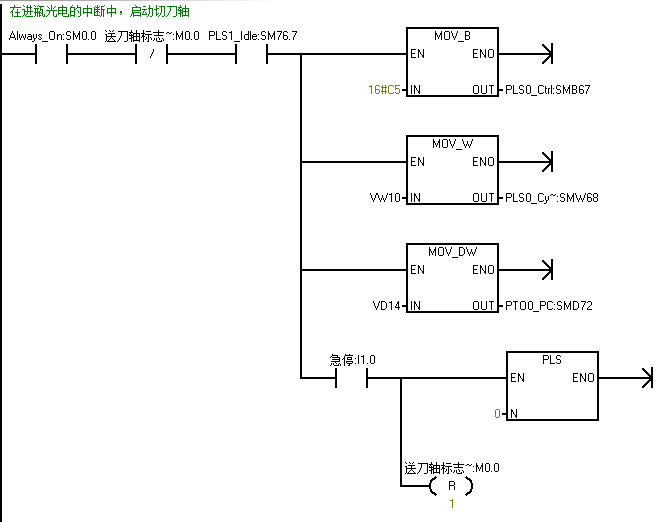
图4 切刀启动中断服务程序
切刀停止的实现方式
切刀的停止是通过切刀光电进行控制的。如果这个切刀光电安装的位置合适,那么检测到切刀光电后,切刀立即停止,停止的位置就是合适的,切刀会转到圆孔后面,不会遮挡标签向下运行。如果这个切刀光电的位置安装的位置不合适,当切刀电机检测到切刀信号立即停止后,切刀就会遮挡标签向下运行。
客户说他们的工人在安装的时候,无法保证这个光电的安装位置,所以要求我们在程序中增加一个offset,当检测到切刀光电时,切刀电机不要马上停止,而是再旋转一个角度后停止,这个角度由用户在触摸屏上就行设置。这个角度可以保证切刀旋转到合适的位置,保证切刀不影响标签向下运行。
在切刀运行过程中,当检测到切刀光电时,再运行一个设定的角度后停止。此时就需要用到运动控制超驰功能。S7-200 Smart从固件版本V2.7开始,支持运动控制超驰功能。PTO功能允许单段“超驰”。新的脉冲串配置将超驰正在输出的脉冲串。正在运行的PLS指令可由其它PLS指令超驰。触发超驰后,CPU直接将速度或脉冲计数改为目标速度或目标脉冲计数,到达新位置。PLS控制字第四位用于配置是否开启超驰功能。
将切刀光电的上升沿关联到中断服务函数INIT1,直接编写新的PLS指令来超驰掉原来的PLS指令。新的PLC指令的频率与原来保持一致,脉冲数为用户设置的偏移角度。
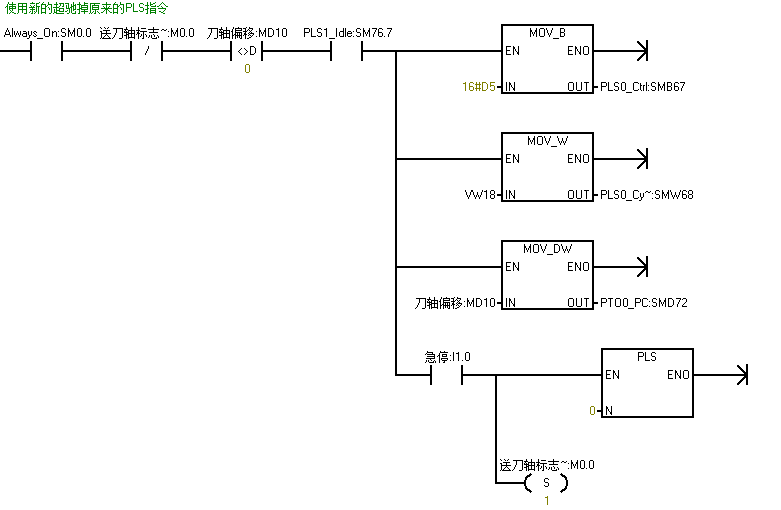
图5 切刀停止中断服务程序
送标电机控制
送标电机运行方式
送标电机每次运行一个标签长度。送标电机的启动条件是切刀电机的停止信号,当切刀电机停止后,立即启动送标电机。
送标电机有两种运行方式,一种方式是按照固定的标长运行,每次运行一个固定的标签长度。另一种方式是按照色标信号运行,设备中安装了一个色标光纤传感器,用于检测色标信号,当检测到色标信号上升沿时,送标电机立即停止。

图6 色标光纤传感器
为了实现更快的响应速度,需要将输入信号的输入滤波时间设置的小一些,本项目中将色标光电的输入滤波时间设置为1.6us。
送标电机启动的实现方式
为了快速地启动送标电机,同样使用中断的方式启动送标电机。将控制切刀电机的PTO脉冲计数完成信号关联到中断服务函数INT3,在中断服务函数中通过PLS指令启动送标电机的PLS指令。

图7 送标电机启动中断服务函数
送标电机的控制方式同样采用PLS单段管道化的方式,不设置加减速,直接按照zui大速度运行,这样可以实现zui大的生产速度。
送标电机停止的实现方式
如果送标电机使用固定长度的运行方式,那么当PLS脉冲计数完成时,自动停止,不需要单独控制。PLS指令的脉冲频率设置为zui大值65535,脉冲数设置为标长对应的脉冲数。
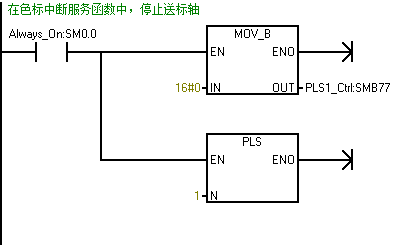
图8 送标电机停止中断服务函数
如果采用色标的控制方式,将色标信号的上升沿关联到中断服务函数,在中断服务函数中停止PLS指令。
本文摘自:西门子
